Cán bóng kim loại là gì? Giải Pháp Cán Bóng Kim Loại (Roller Burnishing)
30/11/2023Cán bóng kim loại là gì? Giải Pháp Cán Bóng Kim Loại (Roller Burnishing): Làm thế nào để hoàn thiện bề mặt của kim loại sáng bóng như gương mà không cần trải qua quá trình mài mòn như mài? Và lăn bóng kim loại có ảnh hưởng gì?
Cán bóng kim loại là gì?
Cán bóng kim loại là cách để làm cho kim loại bóng lên (độ bóng bề mặt) là quá trình cho phép hoàn thiện bề mặt kim loại nhanh chóng và lặp lại đến khi đạt chất lượng như gương, tăng tính thẩm mỹ đến mức độ phản chiếu được ánh sáng nhưng không loại bỏ bất kỳ kim loại nào.
Cán bóng kim loại là khâu hoàn thiện bề mặt kim loại trước khi đưa vào quá trính xử lý khác, kim loại sau khi gia công thô đạt kích thước, bề mặt sản phẩm chưa đủ độ bóng yêu câu nên cần qua khâu xử lý cán bóng.
Giải pháp cán bóng kim loại (Roller Burnishing)
Làm thế nào để bạn hoàn thiện bề mặt của một bộ phận kim loại sáng bóng như gương mà không cần trải qua quá trình mài mòn như mài?
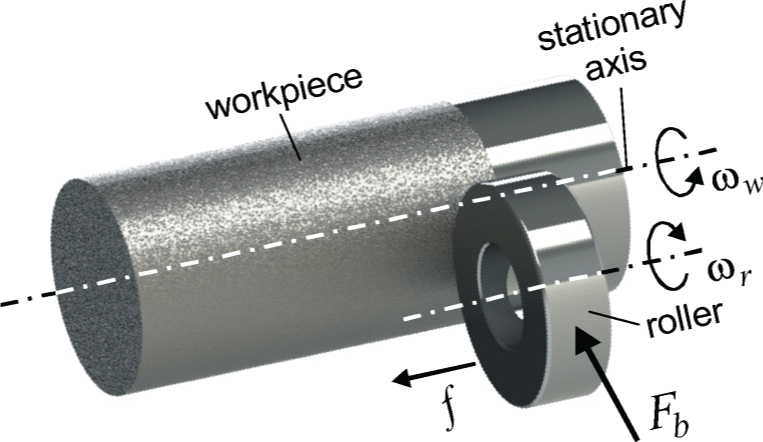
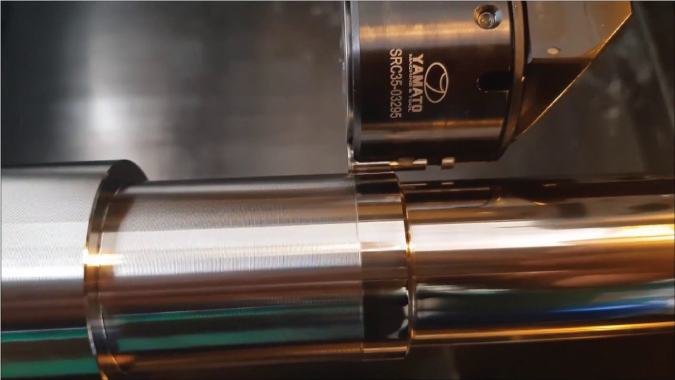
Đối với một số ứng dụng, lăn bóng con lăn có thể thực hiện mà không thực sự loại bỏ bất kỳ kim loại nào khỏi sản phẩm. Về cơ bản, lăn bóng là một phương pháp để đánh bóng bề mặt kim loại thông qua tiếp xúc trượt với một vật cứng hơn.
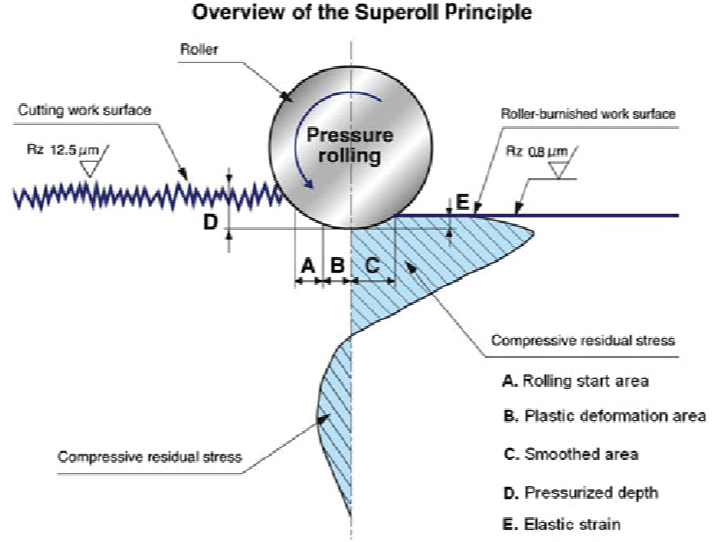
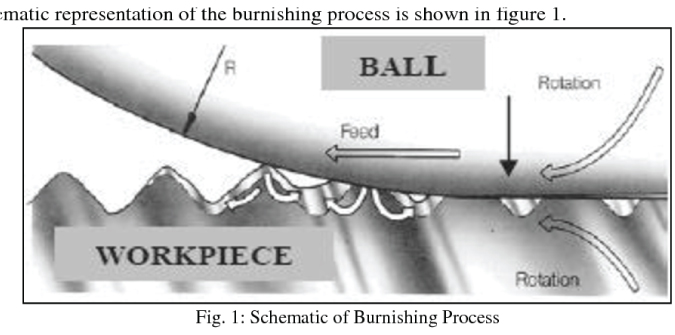
Hình trên trình bày một sơ đồ mẫu của quá trình lăn bóng con lăn của một con lăn hình cầu. Tiếp xúc đầu tiên với bề mặt đã gia công xảy ra trong Phần (A). Trong phần (B), điểm chảy của bề mặt bị vượt quá và biến dạng dẻo xảy ra. Độ sâu điều áp có thể được xem ở đây là (D). Sau khi vật liệu đã chịu biến dạng nén lớn nhất, trong phần (C), nó bắt đầu giảm đàn hồi (E) qua vùng hoàn thiện cuối cùng để lại bề mặt nhẵn và ứng suất dư nén có giá trị đỉnh đáng kể.
Ứng suất hình thành trên vật liệu trong quá trình nén giảm về phía tâm. Các ứng suất này đạt xấp xỉ 1 mm. dưới bề mặt làm tăng độ cứng bề mặt.
Ảnh hưởng của hoạt động lăn bóng (Roller Burnishing)
- Giá trị độ nhám bề mặt 0,05-0,10 μm. (Ra) – (ISO N2, N3)
- Dung sai 0,01 mm hoặc tốt hơn
- Tăng 30% – 70% độ cứng Brinell trên bề mặt.
- Tăng đến 300% khả năng chống lại độ bền mỏi
- Loại bỏ các yếu tố gây nứt ăn mòn do ứng suất
- Tăng khả năng chống ăn mòn
- Loại bỏ các vết dụng cụ, vết rỗ, vết xước và độ ẩm
- Giảm ma sát lên đến 35%
- Đạt được mức độ ồn giảm
Sự khác biệt giữa đánh bóng và lăn bóng
Sau khi gia công bề mặt kim loại sẽ để lại các đỉnh và rãnh cực nhỏ được gọi là độ nhám. Khi hoàn thiện bề mặt, bất kể phương pháp nào, đều nhằm giảm giá trị độ nhám trung bình (Ra) của bề mặt.
Về cơ bản, giá trị Ra là một công thức đo khoảng cách trung bình giữa đỉnh và đáy của những điểm này so với đường trung bình cắt qua chúng. Bề mặt hoàn thiện càng mịn, các đáy càng nông và các đỉnh thấp hơn.
Sự khác biệt đáng chú ý đầu tiên giữa đánh bóng và lăn bóng bề mặt là để thực hiện việc giảm đỉnh và giảm độ sâu của đáy là khi đánh bóng sẽ loại bỏ kim loại ở đỉnh hoặc làm rách các đỉnh trên bề mặt bằng các vết cắt mài mòn. Do đó sẽ kéo khoảng cách (độ cao của đỉnh sẽ thấp xuống) giữa đỉnh và đáy lại gần nhau hơn. Sản phẩm sau khi mài để lại các hình chiếu sắc nét trong mặt phẳng tiếp xúc của bề mặt gia công.
Lăn bóng không sử dụng phương pháp làm bóng bề mặt sản phẩm bằng cách mài mòn như đánh bóng.
Thoạt nhìn, một sản phẩm được lăn bóng trông như thể bề mặt kim loại đã được mài nhẵn. Nhưng điều đó hoàn toàn không chính xác.
Các con lăn bóng thực hiện việc chảy nguội bề mặt và vật liệu dưới bề mặt, dẫn đến biến dạng dẻo có kiểm soát trên sản phẩm.
Con lăn bóng sẽ làm chảy nguội các đỉnh xuống đáy dẫn đến sự biến dạng dẻo trên bề mặt sản phẩm một cách có kiểm soát
Lưu ý rằng: Không phải mọi sản phẩm đều thích hợp để hoàn thiện bằng cách lăn bóng.
Yêu cầu của sản phẩm khi lăn bóng
Một số yêu cầu đối với các sản phẩm lý tưởng để có kết quả lăn bóng con lăn tối ưu:
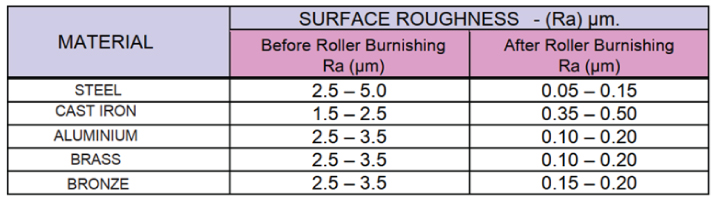
- Chất liệu: Mặc dù hầu hết mọi kim loại đều có thể được lăn bóng thành công, nhưng tốt nhất là kim loại dễ uốn (ví dụ: thép, thép không gỉ, hợp kim thép, gang, nhôm, đồng, đồng thau và đồng).
- Độ cứng: Độ cứng lý tưởng là phải nhỏ hơn 40 HRC. (Một số vật liệu cứng như 45 HRC cũng có thể được lăn bóng một cách hiệu quả.)
- Tính đồng nhất: Như thể hiện rõ trong phần mẫu ở trên, lớp hoàn thiện phụ thuộc vào bề mặt đồng nhất và không bị rách để các đỉnh và thung lũng.
- Độ nhám: Bề mặt ban đầu từ 80 đến 120 microinch (sau lăn là 2 đến 3 micron) là lý tưởng để lăn bóng. Lớp hoàn thiện bắt đầu thô hơn cho phép thay đổi đáng kể hơn ở lớp hoàn thiện cuối cùng vì các con lăn có thể tạo áp lực lớn hơn lên nhiều bề mặt hơn.
Những sản phẩm lăn bóng thường dùng:
1. Cán bóng đường kính trong

2. Cán bóng đường kính ngoài
3. Cán bóng góc trong

4. Cán bóng góc ngoài

5. Cán bóng mặt phẳng

6. Cán bóng Radius
Đánh bóng kim loại là gì?
Đánh bóng kim loại là một công đoạn quan trọng trong việc xử lý bề mặt kim loại. Quá trình đánh bóng kim loại được thực hiện bằng cách sử dụng các tác nhân bên ngoài tác động lên bề mặt kim loại nhằm tạo ra bề mặt sản phẩm đúng theo mục đích sản xuất.
Trước đây, kim loại chủ yếu được đánh bóng bằng liệu pháp mài. Đây là phương pháp thô sơ và tốn rất nhiều thời gian, công sức cho sản xuất. Bên cạnh đó, chất lượng sản phẩm được tạo ra cũng không mấy cao. Chính bởi vậy, máy đánh bóng kim loại cũng như các sản phẩm hỗ trợ quá trình đánh bóng đã ra đời, giúp cho công việc đánh bóng trở nên dễ dàng hơn, đồng thời khắc phục được tối đa những hạn chế của phương pháp đánh bóng thủ công.
Các phương pháp đánh bóng kim loại
Tùy theo yêu cầu của từng sản phẩm. Chúng ta có thể lựa chọn phương pháp đánh bóng hiệu quả. Trong trường hợp cần độ bóng bề mặt cao đến mức Phản Quang thì chúng tá cần kết hợp nhiều phương pháp đánh bóng.
Đánh bóng cơ học
Đánh bóng cơ học là sử dụng các hạt mài và máy mài với vận tốc quay phù hợp để đánh bóng, Các hạt mài được sử dụng phổ biến như Al2O3, SiO2, Cacbua silicat,..
Quá trình đánh bóng cơ học được thực hiện từ các hạt mài với kích thước lớn đến các hạt mài kích thước nhỏ hơn để tạo ra được bề mặt bóng mịn.
Bước cuối cùng trong đánh bóng cơ học là sử dụng các hạt siêu mịn kết hợp với các loại bánh vải, bánh nỉ để tạo nên độ bóng tiêu chuẩn.
Thông thường, đánh bóng cơ học chỉ tạo ra được độ bóng Tam Giác 7 -8, Với độ bóng này chưa đạt yêu cầu về bề mặt của một số sản phẩm chuyên dụng.
Đánh bóng Hóa Học
Đánh bóng hoá học là phương pháp sử dụng hóa chất để lấy đi các đỉnh của bề mặt kim loại. Phương pháp này chỉ thực hiện sau quá trình đánh bóng cơ. Song hiệu quả kinh tế không cao, gây ô nhiểm môi trường nên thường ít được áp dụng.
Đánh bóng điện hóa
Là quá trình sử dụng kết hợp cả dòng điện lẫn hóa chất. Sản phẩm được đánh bóng được treo vào bể đánh bóng và được tiếp điện.
Về bản chất thì đánh bóng diện hóa cũng giống đánh bóng cơ học nhưng đây là quá trình chuổi phản ứng hóa học phức tạp có điện phân để tăng cường độ bóng cũng như thời gian đánh bóng.
Đây là phương pháp đánh bóng tinh trước khi đưa vào quá trình xi mạ. Thông thường độ bóng sau quá trình này đạt Tam Giác 14 mà khó có phương pháp đánh bóng nào có thể thực hiện được.
Hutscom hỗ trợ tư vấn các giải pháp cán bóng kim loại, gia công, dụng cụ cơ khí chính xác cho các vật liệu phổ biến trên thị trường, giúp bạn tăng năng suất và tăng chất lượng hoàn thiện của cả quá trình
Với phong cách tư vấn chuyên nghiệp và phục vụ tận tình của nhân viên Hutscom sẽ góp phần quan trọng mang lại sự hài lòng cho quý khách hàng, mang lại cho khách hàng sự tin cậy về giải pháp
[wp-faq-schema accordion=1]#Xem thêm một số bài viết về :Cán bóng kim loại là gì? Giải Pháp Cán Bóng Kim Loại (Roller Burnishing)
- Giới thiệu công ty VinTech đánh giá môi trường và cơ hội việc làm
- Đánh giá phần mềm diệt virus Bkav 2022 có tốt không? 9 lý do nên mua
- 10 tai nghe nhét tai tốt bass mạnh chống ồn âm thanh chất giá từ 100k
- Các loại dao tiện CNC, mũi dao tiện CNC, chip tiện sắt, dao tiện địa hình
- 15 bếp điện từ đôi loại tốt nhất tính năng thông minh an toàn giá từ 2tr