Các loại dụng cụ cắt gọt cơ khí thông dụng
30/11/2023Các loại dụng cụ cắt gọt cơ khí thông dụng: Dụng cụ cắt gọt, dao cắt kim loại trong ngành gia công cơ khí là những dụng cụ có độ cứng cao hơn chi tiết gia công, được lắp đặt vào máy công cụ (máy tiện, máy phay, máy bào, máy khoan,..) nhằm phục vụ cho ngành gia công cơ khí, nhằm mục đích chế tạo ra các chi tiết cơ khí, phục vụ cho việc lắp ráp, chế tạo hoặc sửa chữa máy móc, thiết bị.
Các loại dụng cụ cắt gọt cơ khí thông dụng
Dụng cụ cắt gọt cơ khí rất đa dạng, như là: dao tiện, dao phay, dao bào, mũi khoan, mũi doa, taro, mũi mài, mũi cà và các loại dao cụ chuyên dụng.
Dao phay

Dao Phay là dụng cụ cắt gọt kim loại phổ biến dùng để cắt gọt các vật liệu như kim loại, nhựa, gỗ,.. Dao phay có nhiều loại khác nhau như dao phay cầu, dao phay đĩa, dao phay ngón hay dao phay nguyên khối,.. Dao phay thường có từ một đến nhiều lưỡi cắt, có loại dao phay có thể lắp thêm các mảnh dao hay còn gọi là mảnh insert,..
Dao phay được làm từ kim loại, hợp kim, thép gió HSS,.. có loại được phủ một lớp phủ đặt biệt để làm tăng độ bền của dao.
Các loại dao phay
Dao phay được dùng rộng rãi là loại dao phay hình trụ bằng thép gió, được dùng để gia công các mặt phẳng, dao này có nhiều loại
– Dao phay đĩa hai mặt có độ dày dưới 3/4 inches (19 mm) thường là răng thẳng; với những dao có độ dày >3/4 inch (>19 mm) có góc xoắn khoảng 25°, loại dao này chỉ sử dụng để cắt rãnh do có nhiều răng để thoát phoi nhanh khi cắt răng.
– Dao phay trụ có ít răng cắt hơn dao phay đĩa, phoi được thoát nhanh hơn, gốc xoắn thay đổi đến 45°. Góc này trên dao sẽ tạo ra bề mặt đạt độ bóng cao do vì khi cắt có thể giảm rung động, lực tác động sẽ ít hơn so với loại dao cắt có răng thẳng và dao có góc xoắn nhỏ.
– Dao phay trụ có góc xoắn lớn là loại có góc xoắn từ 45°-600, thích hợp để phay các chi tiết rộng có mặt phẳng bậc và mặt định hình. Mặc dầu loại dao này luôn luôn được lắp trên trục chính nhưng đôi khi được lắp trên thân với trục dẫn hướng và một then dài.
– Dao phay ngón răng xoắn còn được gọi là dao phay ngón được sử dụng để gia công kim loại khối. Ví dụ dùng để gia công cái chạc, thanh ngang. Dao phay ngón răng xoắn cũng được dùng để gia công lỗ. Những dao này được lắp vào lỗ khoan trước đó và được đỡ ỏ phía ngoài với loại trục đỡ A. Trục nối đặc biệt được dùng để giữ dao cắt.
– Dao phay đĩa có các răng ỗ mỗi phía và trên toàn chu vi, dùng để cắt rãnh và mặt phẳng. Dao cắt rãnh có thể cắt răng thẳng hay phay bậc thang, dao phay răng hình thang bố trí răng xen kẽ từ trái và phải với góc xoắn theo chu vi. Những dao này được cắt với tốc độ và hướng chạy dao lớn. Chúng chỉ thích hợp để cắt với chiều sâu và những rãnh hẹp.
– Dao phay mặt phẳng thường có đường kính >6 inches (>150 mm) và lưỡi cắt được gắn vào dao phay, những lưỡi cắt có thể là thép gió, thép dụng cụ, hoặc các mảnh carbide. Các góc của loại dao phay này hơi vát, hầu hết tác động cắt xãy ra ở đĩnh và trên chu vi dao phay. Để tránh vấp dao, chỉ một phần nhỏ mặt răng gần chu vi tiếp xúc với chi tiết gia công; phần còn lại được mài với khoảng hở thích hợp (8 đến 10°).
– Dao phay góc có các răng cắt không song song cũng không vuông góc với trục dao cắt. chúng được dùng để phay các bề mặt góc (mặt nghiêng) chẳng hạn các rãnh, răng nhỏ, mặt vát, răng dao doa, và có thể được phân làm 2 nhóm là Dao phay góc đơn và Dao phay góc kép
– Dao phay cắt đứt thường mỏng để giảm ma sát và sự kẹt dao khi cắt. Các rãnh cắt thường có chiều rộng từ 1/32-3/16 in (0,8-5 mm). Bởi vì mặt cắt ngang của dao mỏng, lượng chạy dao trên mỗi răng thường xấp xỉ=1 /4 hay 1 /8 so với lượng chạy dao của các dao khác, ở một số vật liệu phi kim loại lượng chạy dao có thể được tăng lên. Dao này không được sử dụng để cắt rãnh then trên trục chính. Đai ốc trục chính có thể siết chặt bằng tay vì daơ cắt rất dễ bị bể, với một vài thao tác cho thấy có thể trượt lên hay xuống khi cắt.
– Dao phay vai vuông có răng cắt ỏ mặt đầu và trên chu vi, được lắp vào trục chính bằng khớp nối thích hợp. Dao được chia thành 2 loại: loại cán liền phần cam và phần cắt là một khối, và loại cán lắp phần thân và phần cắt được phân chia. Loại cán liền thường nhỏ hơn loại cán lắp có thể là rãnh thẳng hay rãnh xoắn, thân thẳng hay là thân côn, có 2 rãnh hoặc nhiều hơn. Loại 2 rãnh có 2 lưỡi cắt với chiều dài khác nhau, một mép kéo dài quá tâm lưỡi cắt với lưỡi cắt này được dùng để phay các lỗ khoan trước khi cắt rãnh. Khi một rãnh được phay bằng dao phay này, chiều sâu cắt không được vượt quá một nửa đường kính dao phay. Loại 4 rãnh được sử dụng để cắt rãnh, luôn luôn bắt đầu cắt bằng cạnh kim loại.
– Dao phay rãnh T được dùng để cắt hai rãnh bên của rãnh T sau khi đã sử dụng dao phay ngón hay dao phay hông. Dao này phù hợp cho dao phay mặt hông nhỏ với rãnh trên cả 2 mặt liền khối tương tự như dao phay ngón.
– Dao phay đuôi én tương tự như dao phay góc đơn với thân liền khối. Một vài loại dao đuôi én được chế tạo với răng trong và lắp vào một ống ren đặc biệt. Dao phay đuôi én được sử dụng để gia công các mặt đuôi én. Sau khi được cắt rãnh thô bằng các dao phay thích hợp, thường chỉ cắt một mặt dao. Dao phay đuôi én thường có góc khoảng 45°, 50°, 55° và 60°
– Dao phay rãnh then bán nguyệt tương tự như dao phay đĩa kích thước đường kính nhỏ khoảng 2 inches (50 mm) được chế tạo liền cán và răng thẳng với dao kích thước lớn được lắp trên trục chính, các răng được bố trí so le cả 1 mặt bên và trên chu vi, dùng để phay các rãnh then hình bán nguyệt. Dao phay rãnh then được định dạng theo hệ thống số. Hai chữ số bên phải là đường kính danh định theo 1/8inch, các chữ số trước là chiều rộng dao tính theo 1/32inch
– Dao phay mặt đầu gắn mảnh hợp kim là dụng cụ cắt đặc biệt dùng để cắt mặt đầu có bề mặt yêu cầu, được lắp vào khớp nối đặc biệt hoặc trên trục chính. Dao phay này được sử dụng trong các nguyên công mà đòi hỏi người thợ có kinh nghiệm và khi chi phí chế tạo dao liền cán cao.
Dao tiện

Dao tiện được sử dụng cho máy tiện bao gồm những bộ phận cơ bản như thân cán và đầu dao hay phần cắt gọt. – Cán dao được dùng để kẹp giữ dao trên ổ gá dao. Lưỡi cắt gọt gồm lười cắt chính và lưỡi cắt phụ. Lưỡi cắt dao tiện chính là giao tuyến giữ mặt sau chính với mặt trước dao.
Các loại dao tiện
Trên máy tiện người ta sử dụng nhiều loại dao khác nhau: Căn cứ vào hướng tiện của dao trong quá trình gia công, ta có dao trái và dao phải.
– Theo hình dáng và vị trí của đầu dao so với thân dao có dao thẳng, dao đầu cong và dao cắt đứt.
– Theo công dụng của dao: có dao phá thẳng, dao phá đầu cong, dao vai, dao xén mặt đầu, dao cắt rãnh, dao cắt đứt, dao định hình, dao ren, dao tiện lỗ. Dao còn được chia ra dao tiện thô và dao tiện tinh.
– Theo kết cấu: dao được chia làm dao liền, dao hàn, dao răng chắp. Dao liền được làm từ một vật liệu. Dao hàn chắp có phần thân là thép kết cấu, còn phần dưới làm bằng vật liệu dụng cụ đặc biệt. Dao hàn chắp có loại được hàn, có loại được kẹp chặt bằng cơ cấu kẹp.
Mũi khoan công nghiệp cơ khí

Mũi khoan công nghiệp là một sản phẩm dao cụ cắt gọt ngành cơ khí chính xác, sử dụng trong việc tạo lỗ, khoét lỗ trên vật liệu gang, inox, thép,.. và được sử dụng phổ biến nhất trong gia công CNC và cả khoan, khoét lỗ trong cuộc sống thường ngày cùng các loại dụng cụ khoan, khoét cầm tay.
Mũi khoan CNC là một trong nhưng loại dụng cụ cắt gọt gia công cơ khí được sử dụng phổ biến nhất cho gia công CNC và cả gia công trên các loại dụng cụ cầm tay. Với các mục đích gia công cho ra những sản phẩm khác nhau kéo theo việc lựa chọn mũi khoan gia công cũng khác nhau.
Các loại mũi khoan công nghiệp
– Mũi khoan nguyên khối là sự kết hợp nhiều dạng hình học, lớp phủ và đường kính, mũi khoan nguyên khối đa dạng hoạt động vượt trội trên nhiều loại vật liệu phôi gia công, từ thép đến composit xếp chồng và các vật liệu khó gia công. Với đường kính nhỏ chỉ bằng 0,1 mm (0,003 inch), một số dòng sản phẩm được ứng dụng toàn diện trong nhiều phân khúc ngành công nghiệp khác nhau như y tế và hàng không vũ trụ. Các dạng hình học được tối ưu hóa mang lại nhiều tùy chọn cho các ứng dụng khó, bao gồm cả hình dạng thoát không đồng đều. Mũi khoan nguyên khối có thể sử dụng bước tiến dao và tốc độ cắt cao, đồng thời đạt được dung sai lỗ hẹp với hình học thích hợp cho tất cả vật liệu phôi. Phạm vi đường kính 0,1 – 20 mm (0,003 – 0,787 inch) với dung sai lỗ từ IT7 đến IT12.
– Mũi khoan gắn mảnh là một công cụ khoan tiện dụng với hiệu quả và hiệu suất cao, bao gồm hai phần – đầu mũi khoan (insert) và thân mũi khoan. Áp dụng cho việc khoan thẳng trực tiếp hiệu quả và vật liệu có độ cứng cao. Nhờ các mảnh hợp kim (insert) có thể dễ dàng thay thế và tháo lắp – dòng mũi khoan gắn mảnh hợp kim luôn mang lại hiệu suất cao và tiết kiệm chi phí hiệu quả.
Mũi taro

Mũi taro (lưỡi taro, dao taro) là dụng cụ dùng để tạo ren và là phương pháp tạo ren phổ biến nhất trong mọi lĩnh vực ngành công nghiệp, mũi taro hiện nay được dùng để tạo ren ngoài (gọi là mũi taro ren ngoài hoặc bàn ren) hoặc tạo ren lỗ trong. Đây là phương pháp tạo ren phổ biến nhất.
Các loại mũi taro
Dựa vào phoi người ta phân ra thành mũi taro cắt và mũi taro nén
– Mũi taro cắt đẩy phoi ra khỏi lỗ, mũi taro cắt tạo ren trong bằng cách cắt vật liệu và tạo phoi như bình thường. Phoi cần được đẩy ra ngoài lỗ tùy theo hình dạng tạo phoi của mũi taro .
– Mũi taro nén không cắt bỏ vật liệu để tạo hình mà dùng lực ép làm biến dạng vật liệu để tạo hình ren và không tạo phoi.
– Mũi taro máy là taro bằng máy có thể là máy phay CNC, máy tiện CNC, máy phay, máy khoan taro, máy taro chuyên dụng, máy khoan từ,.. và chỉ có 1 cây là mũi taro rãnh xoắn hoặc là mũi taro rãnh thẳng. Mũi taro rãnh xoắn dùng để gia công lỗ kín khi cắt sẽ móc phoi lên trên. Mũi taro rãnh thẳng dùng để gia công lỗ thông khi gia công nó sẽ cuộn phọi lại và đẩy xuống phía dưới. Như vậy thì mũi taro xoắn có thể gia công được cả lỗ bít và lỗ thông, còn mũi taro thẳng chỉ gia công được lỗ thông.
– Mũi taro tay là mũi taro dùng để taro bằng tay nó dùng kết hợp với tay quay taro. Mũi taro tay thường là 1 bộ gồm 3 cây, cây thô, cây bán tinh và cây tinh, nhưng do có sự tiến bộ về công nghệ vật liệu và thiết kế thông số hình học góc cắt nên hiện tại mũi taro tay chỉ cần 1 cây. Ưu điểm của taro tay 1 cây là nhanh và taro tay có thể gắn lên máy chạy khi cần thiết đặc biệt là đối với vậy liệu khi cắt sinh ra phoi vụn. Mũi taro tay sẽ tạo ra phoi vụn do đó nó có thể taro được các lỗ bít (lỗ kín) hoặc lỗ thông.
Mũi mài – mũi cà
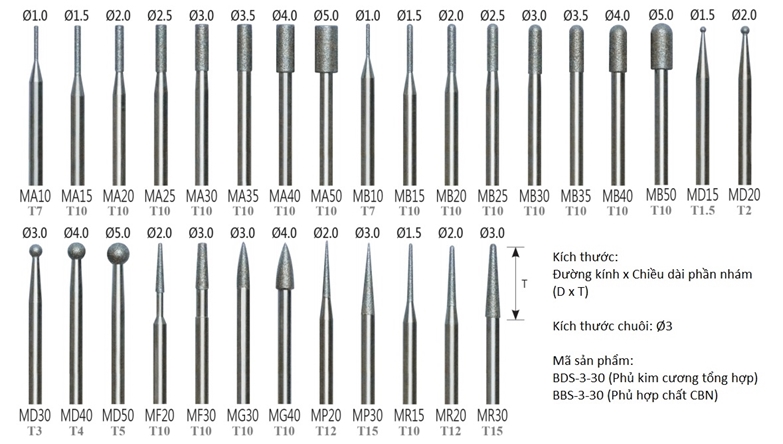
Mũi mài, mũi cà là một trong những hình thức gia công kim loại trong quá trình cắt gọt để biến nguyên vật liệu ban đầu (hay còn gọi là phoi) thành chi tiết có kích thước, hình dáng và chất lượng theo đúng yêu cầu. Quá trình gia công mài, cà sản phẩm là một trong những phương pháp gia công kim loại quan trọng mà ngày nay chủ yếu được thực hiện trên các máy mài công nghệ mới.
Mũi mài và mũi cà được gọi chung là mũi mài hợp kim được làm từ Tungsten Carbide (hợp kim Vonfram) và được lắp vào dụng cụ cầm tay ứng dụng để cắt, tạo hình, mài và để loại bỏ các cạnh sắc, dăm kim loại của phôi sau khi gia công
Mũi doa

Doa là ứng dụng gia công khoan lỗ lớn ra với bể dày cắt ít để gia công các lỗ ghép chính xác với độ bóng bề mặt cao. Doa là phương pháp gia công tinh các lỗ sau khi khoan, khoét hoặc tiện. Doa có độ cứng vững cao, lưỡi cắt thường phân bố không đối xứng nên giảm được rung động trong quá trình cắt, góc trước lớn nên có thể cắt được lớp phoi mỏng.
Doa là nguyên công gia công tinh các lỗ đã được khoan hoặc khoét. Độ chính xác có thể đạt từ cấp 7 đến 9, độ bóng có thể đạt được Ra=1,6 đến 6,3mm. Với dao có chất lượng tốt, chế độ cắt hợp lý, doa có thể đạt cấp 6 và Ra= 0,63 mm.
[wp-faq-schema accordion=1]#Xem thêm một số bài viết về :Các loại dụng cụ cắt gọt cơ khí thông dụng
- Giới thiệu công ty VinTech đánh giá môi trường và cơ hội việc làm
- Đánh giá phần mềm diệt virus Bkav 2022 có tốt không? 9 lý do nên mua
- 10 tai nghe nhét tai tốt bass mạnh chống ồn âm thanh chất giá từ 100k
- 15 bếp điện từ đôi loại tốt nhất tính năng thông minh an toàn giá từ 2tr
- 9 địa chỉ mua máy ảnh ở đâu tại Hà Nội, TPHCM uy tín bảo hành tốt